




准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。

带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压
选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时。
 jmc
jmc
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。
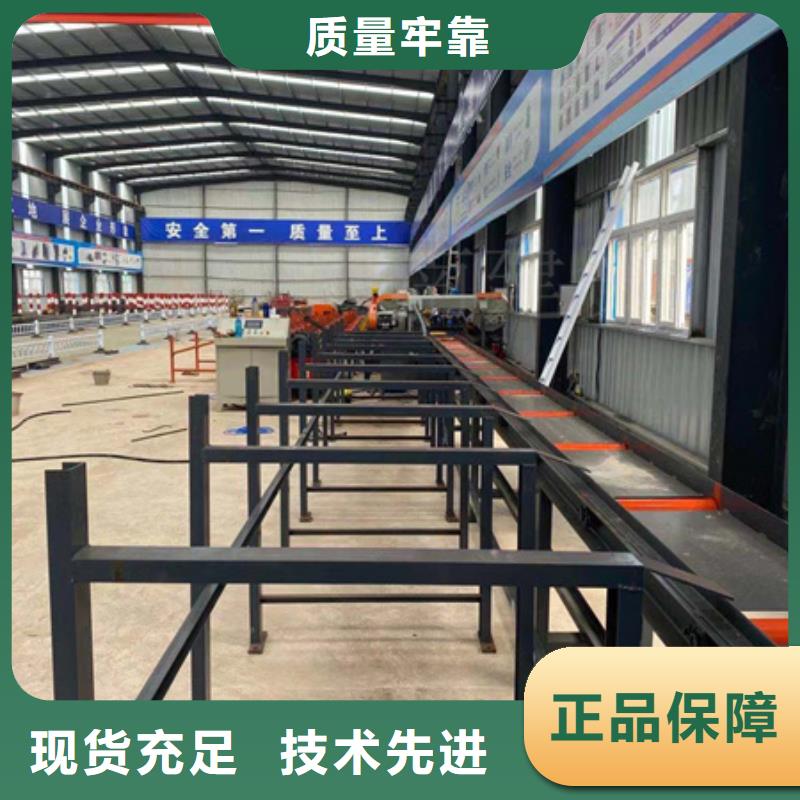
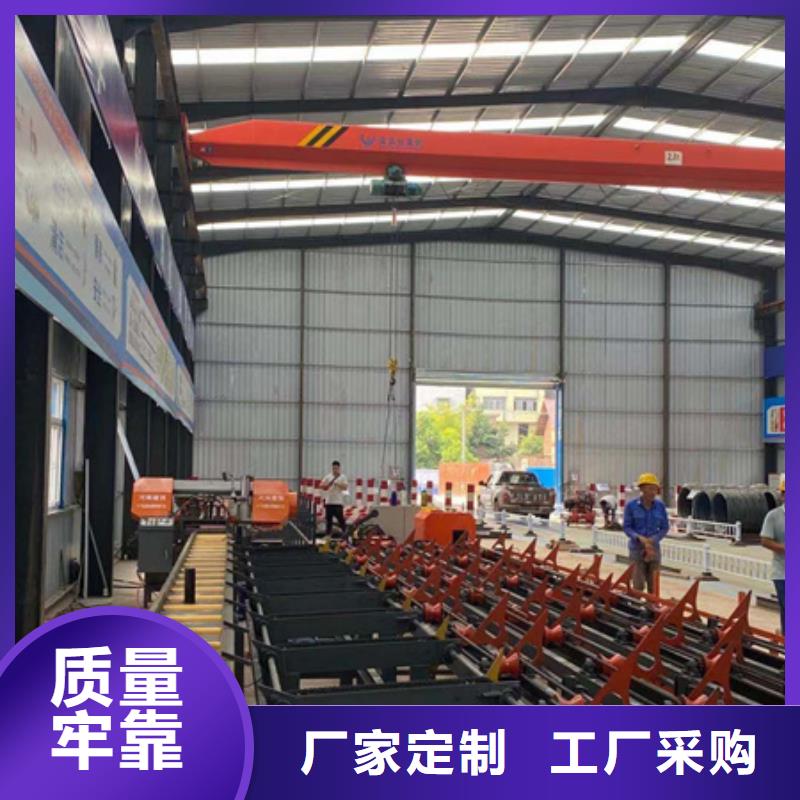
建贸机械设备有限公司 品质保证的阿拉善型材切割锯床厂家
品质保证的阿拉善型材切割锯床厂家
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
 加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
